







2015/07/02
2083
回转塑性成形工艺的特点
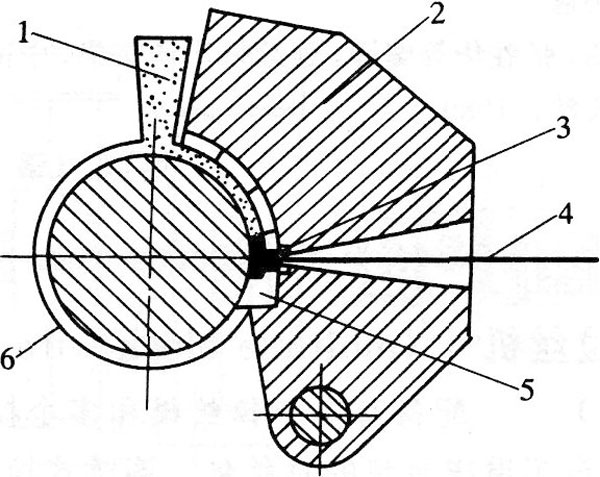
在塑性成形中,工具与工件都回转或其中一方回转用于成形零件或零件毛坯的塑性加工方法称之为回转塑性成形。回转塑性成形属于连续局部成形,其显著优点是变形载荷小,可在小设备上成形大工件。同时回转塑性成形具有节材节能,节省投资,成形精度高,具有可成形传统工艺无法成形的工件的优点。
回转塑性成形工艺可分为:
根据回转塑性成形过程中工件与工具的运动方式及其相互关系,可将回转塑性成形工艺分类:依据成形原料为板料或非板料,可分为板料回转成形与体积回转成形。其中体积回转成形锻造工艺是重点,它又可细分为辊锻、斜轧、楔横轧、仿形斜轧、辗环、齿轮横轧、锥齿轮轧制、径向锻造、摆动辗压、旋转锻造,以及近年来开发的新工艺——轴向进给横轧与实心盘辗压。
回转成形的特点是:
1、变形载荷小,只有整体变形载荷的0.2%~10%。
2、设备重量轻,体积小,价格便宜。
3、近于静压变形,冲击振动小,对厂房无特殊要求,厂房造价低。
4、产生的噪声小,有利于改善劳动条件,实现文明生产。
5、易于实现机械化与自动化,劳动强度低。
6、可以成形其他工艺无法或难于成形的工件。摆辗可以成形0.2mm的圆片;辗环可以成形直径10m、高6m的反应堆加强环;旋压可以成形直径5m的封头;辊弯可以成形重型汽车车厢板。
7、产品精度高,冷摆辗精度可达0.02mm,冷精辗环可达0.05mm。
8、易于控制变形和变形量。
回转成形工艺广泛用于精密锻件成形与复杂锻件模锻制坯,也适用于生产大型特殊锻件的成形。特别是由于回转成形工艺可以用较小设备成形较大工件,节省投资降低生产成本。发展这种成形工艺,将加快我国塑性加工行业技术改造升级,同时发展回转塑性成形工艺还可以提高产品质量及增强市场竞争力。
文章由铸造展整理发布。

领先铸造、压铸及锻压工业国际贸易平台
欢迎莅临广州国际铸造、压铸及锻压工业展览会!
主办单位官方微信

