







2026/06/18
129
折弯机压到了90度,松手一量却是92度,问题不在机器 - 广州国际铸造
2026年广州国际铸造、压铸及锻压工业展览会已于2026年3月4日-6日在中国进出口商品交易会展馆(广交会展馆)举行。邀您关注今日新资讯:
折弯工最常被新人问的一句话:明明上模压下去到了90度,怎么松开一量是92度?很多人第一反应是机器不准、模具磨损。其实跟这些都没关系——这两度是金属自己弹回去的,叫回弹。它不是误差,是材料的一种必然反应。把折弯回弹原理弄明白,你才知道为什么有经验的师傅会故意"折过头"。
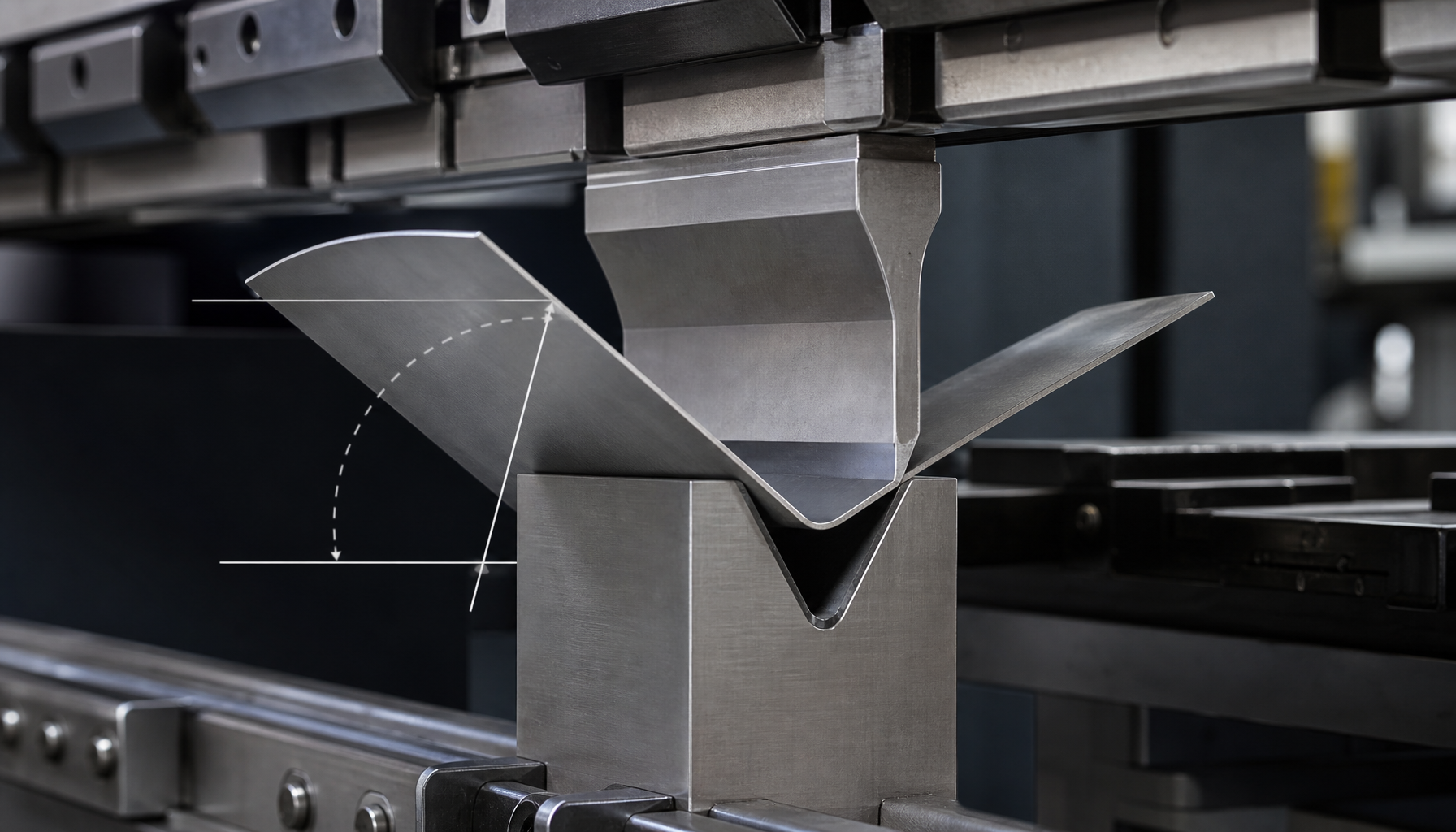
先把结论摆出来:任何金属折弯,都会回弹,区别只在弹多少。你想要90度,就得把它压到比90度更小一点的角度,等它弹回来正好落在90度。这个"压过头"的量怎么来、为什么硬料要压得更多,下面一层层拆。
回弹的根,在材料的两种变形
金属被外力弯曲时,内部同时发生两种变形:塑性变形和弹性变形。塑性变形是"留得住"的——力撤了,这部分形状不回去,折弯靠的就是它。弹性变形是"留不住"的——像弹簧一样,力一撤就想恢复原状。
折弯的瞬间,这两种变形是叠在一起的。上模一压,板料既被永久折弯了(塑性),同时内部也憋着一股弹性。等你松开上模、卸掉压力,那股憋着的弹性立刻释放,把角度往回扳一点。你看到的从90度变92度,就是弹性变形恢复的结果。
所以回弹永远朝着"张开"的方向走——折弯角度变大、折弯半径也略变大。这是钣金折弯为什么会回弹的本质:你能强迫金属塑性变形,但你压不住它的弹性。
中性层:板料里那条"既不拉也不压"的线
要理解回弹大小,得引入一个概念:中性层。板料折弯时,外侧被拉伸、内侧被压缩,中间总有一层既没被拉长也没被压短,这层就是中性层。它是计算展开料长、判断变形程度的基准线。
中性层为什么和回弹有关?因为越靠近中性层的材料,变形越小,里面"塑性没吃透、弹性占比高"的部分就越多。折弯半径越大、板料相对越厚薄不利时,参与弹性变形的比例上升,回弹就更明显。换句话说,回弹不是一个固定数,它跟着材料、厚度、折弯半径一起变——这也是为什么折弯角度怎么算回弹,从来不是查一个固定值就完事。
为什么高强钢一弯回得更狠
同样的厚度、同样折90度,普通低碳钢可能回弹一两度,高强钢能回弹到好几度,这是车间里反复验证过的事。原因藏在材料的力学性质里:高强钢的屈服强度高,意味着它在被永久折弯之前,能承受、能储存的弹性变形更多。弹性储得越多,松手后弹回来的角度就越大。
这就是为什么高强钢折弯回弹补偿是个专门要琢磨的活。料越硬、强度越高,越不能套用软料的补偿经验。很多工厂换了一批更高强度的板材后,原来调好的折弯程序突然全部偏大,根子就在这里——不是程序坏了,是新材料的回弹更厉害,过折量得重新给。
对付回弹:补偿角、过折和保压
知道金属一定会弹回去,办法其实很朴素——提前把要弹回的角度还回来。这就是补偿角和过折的思路:你想要90度,回弹量估计是2度,那就把它压到88度,松手弹回2度,正好90度。过折,就是有意折过头。
补偿角给多少,靠的是材料数据加现场试折校准。先按经验或材料参数给一个补偿值,试折一件量出来,再微调。批量稳定的关键,是把每种材料、每种厚度的回弹补偿量积累成自己的数据库,而不是每次都从零猜。
油压折弯设备在这件事上还有一手,就是保压。油压机能在折到底的位置上多停留一会儿、维持压力,让材料在受压状态下"待"得久一点。适当的保压能让塑性变形更充分、削弱一部分弹性恢复,把回弹压小一些。这也是为什么折一些回弹敏感的料时,工艺上会专门设一个保压时间——不是机器多此一举,是在跟弹性变形抢那么几度。
把这几招连起来看就清楚了:补偿角和过折是"预判回弹、提前还角度",保压是"现场削弱一点回弹",两条路一起用,才能让折出来的角度稳稳落在公差里。
写在最后
回到开头那个90度变92度的问题:那两度不是机器的错,是金属弹性变形释放的必然结果。懂了回弹的来路,你就明白为什么老师傅折之前先想着"该折过几度",为什么换了高强钢要重调程序,为什么有的活要专门加保压。折弯这门手艺,一半在压下去,一半在算它会弹回来多少。
本文内容仅代表本人观点,仅用于科普和信息分享,不构成任何专业建议(如医疗、法律、投资等)。如需具体决策,请咨询相关专业人士。
文章来源:广州国际铸造、压铸及锻压工业展览会
2026年广州国际铸造、压铸及锻压工业展览会已于2026年3月4日-6日在中国进出口商品交易会展馆(广交会展馆)举行。2027展会更多资讯及申请展位,详情请点击: 2027年广州国际铸造、压铸及锻压工业展览会
扫码实名预约,领取入场证!

| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

领先铸造、压铸及锻压工业国际贸易平台
欢迎莅临广州国际铸造、压铸及锻压工业展览会!
主办单位官方微信

