







2023/04/27
407
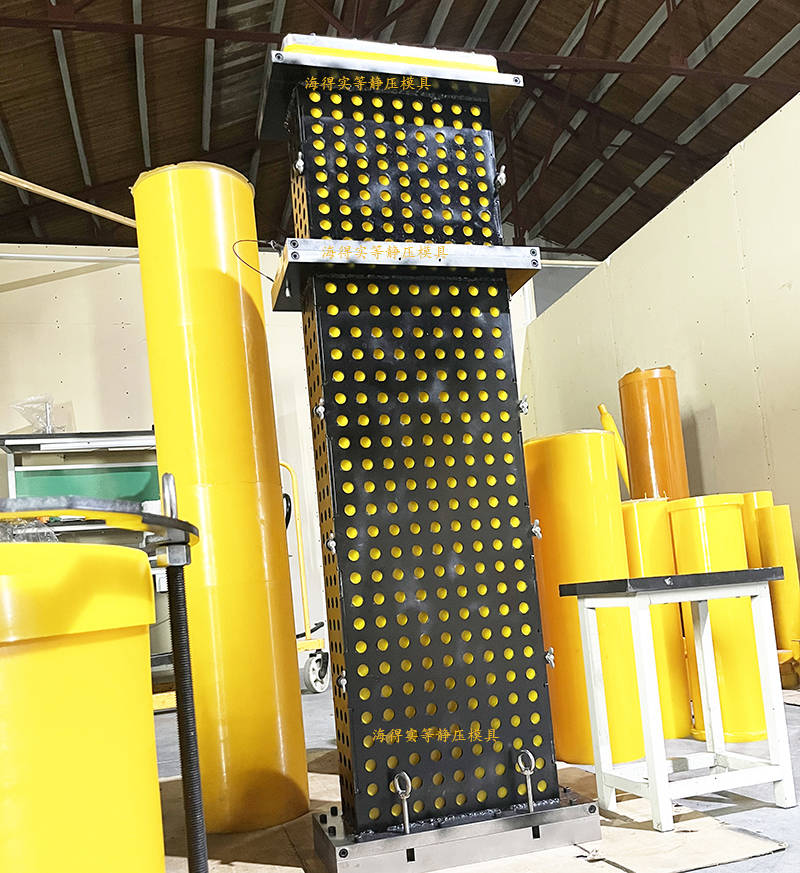
聚氨酯胶套包套模具,用于粉体等静压成型用的柔性弹性体模具皮套 - 广州国际铸造
2024年广州国际铸造、压铸及锻压工业展览会即将于2024年3月4-6日在中国进出口商品交易会展馆B区举行。邀您关注今日新资讯:
聚氨酯胶套包套模具,用于粉体等静压成型用的柔性弹性体模具皮套,等静压包套模具,全套设计,复杂形状等静压成型模具,精准成型模具,工装夹具。密封结构设计,精准成型设计,弹性模具硬度选择,工装夹具的设计,保证成型精度。专用聚氨酯材质的等静压胶套模具在性能和性价比方面的碾压式优势!针对等静压模具专门研发的聚氨酯高分子材料,具有塑性好,弹性好,抗油、耐水和抗氧化老化性能好的特点。体现在等静压成型生产中,就是成型精准,表面光滑,使用寿命长。根据使用情况,有针对性的解决方案,包括设计,胶套,工装吊装等夹具的制造。当然,一般聚氨酯制品企业用常规聚氨酯材料粗制滥造的所谓等静压模具,是不能实现那些优点的。采用冷等静压成型结合无压烧结工艺可获得密度均匀、热导率高、力学性能优异的复杂结构碳化硅陶瓷,该工艺关键控制因素包括造粒粉的制备、冷等静压成型压力、冷等静压卸压控制等3个。在制备造粒粉过程中若黏结剂选择不当,在料浆喷雾干燥过程中黏结剂会与粉体颗粒发生剥离而出现成分偏析现象,导致烧结后陶瓷中出现气孔,从而直接影响陶瓷产品的性能。TANAKA等分别以聚丙烯酸和聚乙烯醇为黏结剂进行喷雾造粒试验,实验发现以聚丙烯酸为黏结剂的造粒粉在压制过程中更容易破碎,再结合微观结构得出聚丙烯酸比聚乙烯醇更适宜作为造粒粉的黏结剂。在陶瓷粉体的压制过程中,冷等静压成型压力会直接影响素坯的密度,间接影响烧结后陶瓷制品的致密性能。研究表明,陶瓷制品的密度随着冷等静压成型压力的增大呈先增大后减小的趋势;姚远等认为,当素坯密度达到一定程度时,继续增大压力会造成素坯密度分布不均匀,导致素坯整体密度降低,从而影响烧结后产品的密度;杜苗凤等认为压力过高会导致素坯内部在气体排出时形成微裂纹,从而降低制品的烧结密度。在陶瓷素坯压制完成后的卸压过程中,橡胶套会沿着坯体滑动,在坯体表面产生拉应力,随着冷等静压成型压力的减小,拉应力逐渐增大,如果卸压速度过快,将会造成陶瓷坯体的断裂,因此在卸压过程中应控制卸压速度并设定保压程序。
 聚氨酯胶套包套模具,用于粉体等静压成型用的柔性弹性体模具皮套
聚氨酯胶套包套模具,用于粉体等静压成型用的柔性弹性体模具皮套
在冷等静压成型结合无压烧结工艺制备复杂结构碳化硅陶瓷的过程中,碳化硅素坯未经过烧结时强度较低,薄壁结构在加工过程中易开裂;采用无压烧结工艺制备碳化硅陶瓷,近净成型尺寸控制难度很大;烧结后的碳化硅陶瓷硬度高、脆性大,通常采用加工中心装夹定制金刚石磨头进行磨削加工,加工效率低,产品制造成本高。这在一定程度上限制了该工艺在复杂结构碳化硅陶瓷制备中的应用。作者所在公司经过多年研究,成功采用冷等静压成型结合无压烧结工艺制备了反射镜、磁钢骨架等复杂结构碳化硅陶瓷制品,通过控制制备工艺参数,将毛坯的尺寸精度控制在0.2%以内,实现了素坯近净尺寸的烧结,后续精加工余量大大减少。美尔森布斯泰克公司采用冷等静压成型结合无压烧结工艺制备了太空反射镜、激光振镜、反应器等多种复杂结构碳化硅陶瓷制品,其中通过碳化硅钎焊组件制造的赫谢尔太空望远镜是目前太空运行反射镜中尺寸最大的。
工作原理液等静压成型的基本原理是遵循流体力学中的帕斯卡定律,即在一充满液体的封闭容器中,施加于流体中任一点的压力,必以相同的数值传递到容器中的任一部位。等静压成型工艺是将所需压制的粉状材料,装入有弹性的模具中,并将模具口扎紧,带料的模具置于高压容器中,再将高压容器入口严封。加压介质一般为变压器油,用超高压泵向高压容器注入变压器油对模具均匀加压,容器内压力可升至100~600MPa,保持一定时间后,逐渐降低压力、排出介质,打开容器入口,卸出模具,从模具中取得所成型的生坯,再进一步热处理(焙烧、石墨化)及机械加工得到所需的成品。
装入模具内的粉体在高压容器中直接受压而形成生坯的成型机理、液等静压成型的操作程序和工艺规律。生产细颗粒结构、均质的高密度石墨或各向同性石墨经常使用等静压成型。等静压成型分两种类型,即以液体为传递压力介质的液等静压成型和以气体为传递压力介质的气等静压成型。气等静压成型一般在加热状态下进行(主要在粉末冶金行业中使用),生产炭素制品主要用液等静压成型。
根据成型工艺不同,国内对石墨坩埚的生产工艺分为模压成型生产工艺和冷等静压成型生产工艺。利用黏土的粘结性完成塑性成型工艺,但其工艺的生产周期长、劳动强度大、工作效率低等不利特征,用煤烧制而成会造成很大的污染,由于投资较少,国内大多采取这种工艺;冷等静压设备压制成型工艺采取清洁能源烧制而成,从根本上解决了环境污染问题,并且减少了将近10道的生产工序,大大缩短了生产周期,工作效率也得到了提升。
相对于传统碾压成型的坩埚成型技术,坩埚等静压成型具有质地均匀、密度大、节能、抗氧化能力强等优点。等静压成型坩埚是在等静压工艺条件下加工成型,因此加工过程中坩埚各部分成型压力均等,成型后坩埚的各部分结构更趋于一致,其内部更加质密和更低的孔隙率,坩埚的化学稳定性和导热陛能显著提高,坩埚的使用性能大大提高。
 聚氨酯胶套包套模具,用于粉体等静压成型用的柔性弹性体模具皮套
聚氨酯胶套包套模具,用于粉体等静压成型用的柔性弹性体模具皮套
等静压技术的工作原理是在密闭的高压腔体中放入被压制的坯体,坯体外表面覆盖弹性模具包套,在高压腔体内充入高压液体,施加数百兆帕的高压,坯体受到各向均匀压力的作用,均匀地收缩,达到预定压力并保持一定时间后,即可获得高度致密化的坯体。等静压后的坯体强度好,便于机械加工。坯体致密性好且均匀,提高力学性能。
等静压成型相比于传统的干压成型有以下优点:
1、坯体密度较高,一般比干压成型坯体密度高10%左右。
2、能制作尺寸较大或形状复杂的坯体。
3、坯体强度好,方便搬运和直接进行机械加工。
4、坯体各向密度均匀,坯体内应力小,减少了坯体开裂、分层等缺陷,烧结制品变形小。
等静压成型相比于传统的干压成型也存在以下缺点:
1、坯体的尺寸精度和表面粗糙度较低,需经机械加工最终成型,粉末收率较低。
2、工艺过程较干压成型复杂,生产效率低。
综上所述,在选择粉末成型工艺时,需根据产品尺寸、数量、质量要求综合考虑成型工艺,大多数时候可以综合两者的优势,选择先干压再等静压的方式获得致密性好、尺寸精度高的坯体。
文章来源:搜狐网
2024年广州国际铸造、压铸及锻压工业展览会即将于2024年3月4-6日在中国进出口商品交易会展馆B区举行;展会更多资讯,详情请登陆官网 https://fd-asia.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

领先铸造、压铸及锻压工业国际贸易平台
欢迎莅临广州国际铸造、压铸及锻压工业展览会!
主办单位官方微信

