







2023/05/22
2621
重力铸造、高压铸造、低压铸造工艺介绍 - 广州国际铸造
2024年广州国际铸造、压铸及锻压工业展览会即将于2024年3月4-6日在中国进出口商品交易会展馆B区举行。邀您关注今日新资讯:
重力铸造介绍:
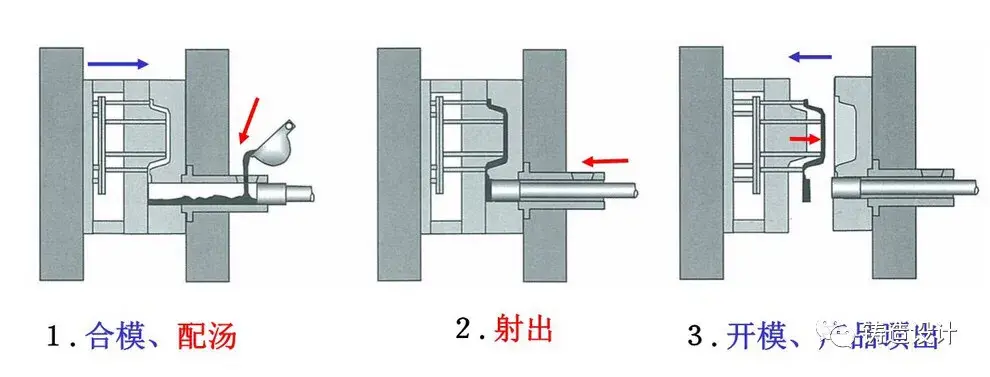
- 重力铸造是指铝液在地球重力作用下依靠重力注入铸型的工艺。广义的重力铸造重力铸造又分为:砂型浇铸、金属型(钢模)浇铸、消失模浇铸等。;窄义的重力铸造专指金属型浇铸。金属型浇铸有分为直立式手工浇铸,倾斜式浇铸现在应用最多的是金属模(钢模)浇铸。其模具采用耐热合金钢制作而成,浇铸出来的铝铸件强度、尺寸、外观等都高于其他铸造工艺的铸件。重力铸造的铝液一般采用手工倒入浇口,依靠金属液的自重充满型腔、排气、冷却、开模到得到样品,其工艺流程一般为:铝液熔炼、浇料充型、排气、冷却、开模、清产、热处理、加工。
铝合金重力浇铸件的特点为:
1、产品表面光洁度不高,抛丸后易产生凹坑。
2、铝铸件内部气孔少,可进行热处理。
3、产品致密性低、强度稍差,但延伸率高。
4、模具成本较低,模具使用寿命长。
5、生产效率低,从而增加了生产成本。
6、工艺较简单,不适合生产薄壁件。
7、可使用低流动性特种铝合金。
在产品选择何种工艺生产的时候,主要根据工件的壁厚做选择,产品壁厚大于8mm时,压铸会造成很多的气孔存于壁内,故而壁厚较厚的产品可以选择重力铸造工艺完成。

压力铸造介绍宁波贺鑫模塑有限公司:
压力铸造分为高压铸造和低压铸造。
高压铸造就是通常我们说的压铸,将铝液倒入压室内,通过其压力高速充满模具型腔,并使铝液在压力下凝固从而形成铝铸件。
高压压铸:一种将液态或半固态金属或合金,或含有增强物相的液态金属或合金,在高压下以较高的速度填充入压铸型的型腔内,并使金属或合金在压力下凝固形成铸件的铸造方法。压铸时常用的压力为4~500MPa,金属充填速度为0.5—120m/s。因此,金属液的充型时间极短,约0.01—0.2秒(须视铸件的大小而不同)内即可填满型腔。因此,高压、高速是压铸法与其他铸造方法的根本区别,也是重要特点。
铝合金压铸件的特点为:
1、产品表面光洁度好,一般可达Ra6.3甚至可达Ra1.6。
2、不可热处理。
3、产品气密性高,铸件强度和表面硬度高,但延伸率低,壁厚过厚易产生气孔。
4、模具成本较高,使用寿命短。
5、生产效率高。
6、可生产薄壁件,加工余量小。
7、无法使用特种铝合金。
低压铸造:在密封的坩埚(或密封罐)中,通入干燥的压缩空气,金属液在气体压力的作用下,沿升液管进入直浇道上升,通过内浇道平稳地进入型腔,并保持坩埚内液面上的气体压力。直到铸件完全凝固为止。然后解除液面上的气体压力,使升液管中未凝固的金属液流回坩埚。再开型并取出铸件。宁波贺鑫这种铸造方法补缩好,铸件组织致密,容易铸造出大型薄壁复杂的铸件,无需冒口,金属收得率达95%。无污染,易实现自动化。但设备费用较高,生产效率较低。一般用于铸造有色合金。
铝合金低压件的特点为:
#1、产品表面比压铸件差强于重力件
2、铝铸件内部气孔少,可进行热处理。
3、产品气密性高,铸件强度和表面硬度高于压铸,但延伸率低于重力.
4、模具成本较低,使用寿命低。
5、生产效率低于重力,远低于压铸。
6、工艺复杂,用于生产高要求,高质量铸件。
7、可使用低流动性特种铝合金。
简单的说低压就是高压和重力的折中。
文章来源:今日头条
2024年广州国际铸造、压铸及锻压工业展览会即将于2024年3月4-6日在中国进出口商品交易会展馆B区举行;展会更多资讯,详情请登陆官网 https://fd-asia.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

领先铸造、压铸及锻压工业国际贸易平台
欢迎莅临广州国际铸造、压铸及锻压工业展览会!
主办单位官方微信

