







2024/06/14
760
塑胶模具与压铸模具在设计中的8大区别以及注意事项 - 广州国际铸造
2024年广州国际铸造、压铸及锻压工业展览会即将于2024年3月4-6日在中国进出口商品交易会展馆B区举行。邀您关注今日新资讯:
一、产品的分析区别:
1.压注模不存在产品肉厚的问题。
2.产品肉厚不均匀的情况下,也不存在收缩率不均匀的现象。
二、进胶的设计区域
1.压注模流道设计的越大越好,尽量避免压力损失。
2.流道设计过程中一定要顺畅,尽量要圆弧过渡,不能的台阶产生。
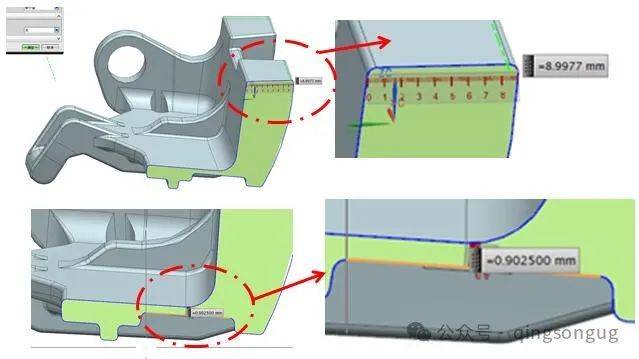
3.进胶点厚度一定要薄,但一定要宽,进胶厚度控制在0.3~0.8MM以内。
4.流道可以二次回收,对产品强度不存影响。

三、排气的设计区域
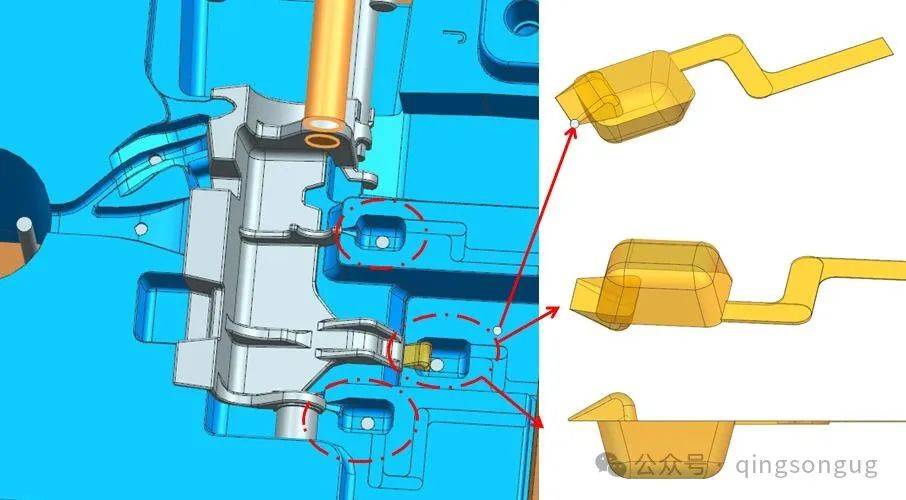
1.为了确保产品的质密度以及强度,排气尽量多。
2.排气样式,基本上是渣包的样式。
3.排气的厚度与塑胶模相反,压注模排气厚度由厚变薄。
四、水路的设计区域
1.水路防水圈需要用耐高温有O型圈。
2.水路水嘴不需要沉入模架内,方面生产拆装。
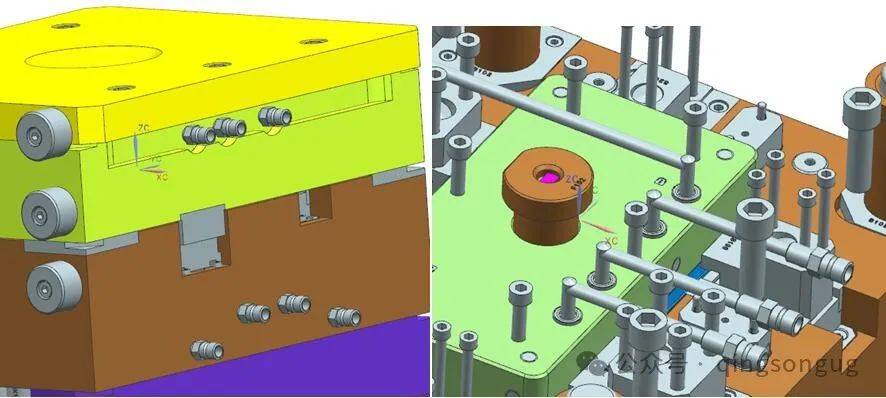
五、模架的设计区域
1.A/B板模架需要使用P20材质。
2.前后模仁到模板底面均要比塑胶模的基础上加厚20MM以上,因为压注模的注射压力要比注塑模大。
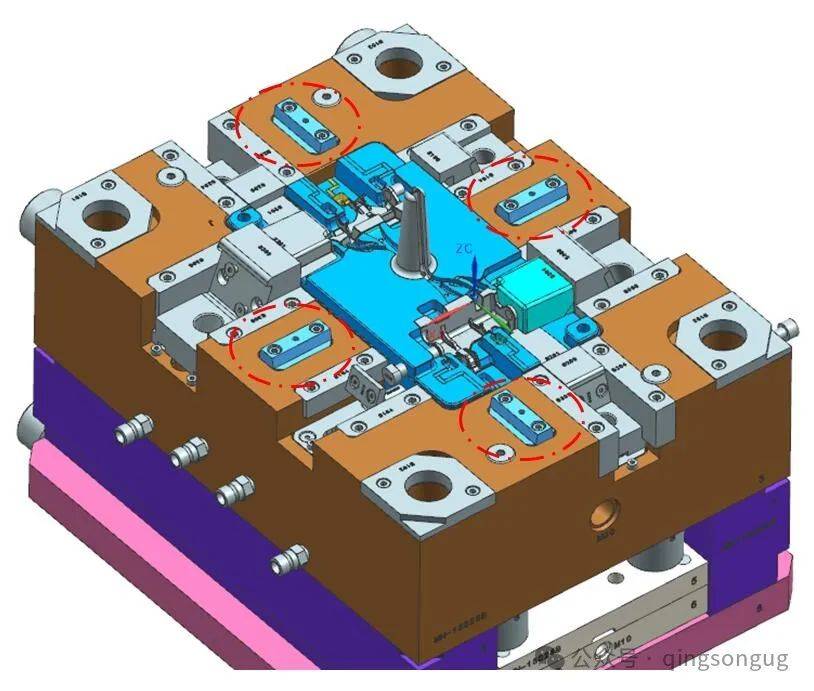
六、模架的定位区域
1.因为压注模在成型中均需要有溢料包,造成模具易损坏,不建议做零度定位,需要做斜度定位。
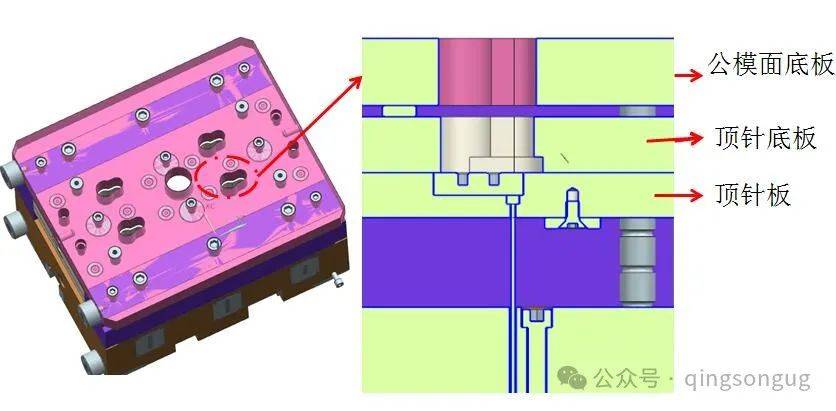
七、顶出区域
1.模具顶出机械要与压注模上面的顶杆孔一致。
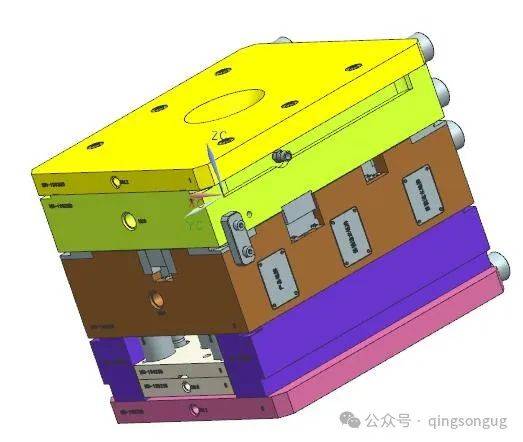
8、加工与结构区别
1.压注模正常情况下均需要硬模的加工方式,前后模仁均需要热处理,模具材料正常情况下8407.
2.模具结构在正常情况下,只有两板模的样式。
文章来源:搜狐网
2024年广州国际铸造、压铸及锻压工业展览会即将于2024年3月4-6日在中国进出口商品交易会展馆B区举行;展会更多资讯,详情请登陆官网 https://fd-asia.gymf.com.cn
扫码实名预约,领取入场证!

| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

领先铸造、压铸及锻压工业国际贸易平台
欢迎莅临广州国际铸造、压铸及锻压工业展览会!
主办单位官方微信

