







2018/06/28
2971
汽车铸件工艺知识及其铸造技术发展趋势
铸造是最古老的金属成形方法之一,汽车零件中大约有15%~20%为采用不同铸造方法生产的铸件,这些铸件主要为动力系统关键部件和重要的结构部件。
目前欧美汽车工业发达国家的汽车铸件生产技术先进,产品质量好,生产效率高,环境污染小。铸造原辅材料已形成系列化和标准化,整个生产过程已经实现了机械化、自动化和智能化。这些国家普遍采用数字化技术提升铸造工艺设计水平,铸件废品率约为2%~5%,并且已经建立跨国服务系统并实现网络技术支持。与之相比,我国的汽车铸件虽然产量较大,但大多数都是附加值和技术含量较低,结构相对简单的黑色铸件,与国外水平差距较大。本文主要从汽车节能环保等方面的发展需求,论述了汽车铸件和汽车技术的发展方向。
1 汽车铸件的发展方向
1.1 汽车铸件的集成化设计
随着汽车节能环保以及降低生产成本的要求不断增加,充分利用铸造成形的优势,将原有冲压、焊接、锻造和铸造成形的数个零件,通过合理的设计以及结构优化,实现集成零件的铸造成形,可以有效地降低零件的重量和减少不必要的加工工艺过程,从而实现零件的轻量化和高性能化。
图1为一汽集团开发的一体化桥壳,用以代替焊接桥壳及带半轴套管铸造桥壳的新产品,实现铸件的集成化铸造,充分利用铸造成形的优势。目前常见的铸造整体式桥壳的主要形式是在桥壳的两端压入无缝钢管作为半轴套管,并用销钉固定形成桥壳总成。为进一步提高桥壳的强度、刚度和简化工艺过程,一汽集团开发出了直接在桥壳上铸出半轴套管(图1桥壳两侧的部分)的一体化桥壳,其特点是减少加工难度,成本降低较多,桥壳结构趋于简单,且桥壳刚性较好,可制成复杂而理想的形状,壁厚能够变化,可得到理想的应力分布,其强度及刚度均较大,工作可靠。由于集成了半轴套管,铸件尺寸显著增加,铸件长2 258 mm,其单件重量超过200 kg。针对这一集成铸件的特点,企业建立了专用生产线用以保证生产。
汽车铸件集成化的发展趋势在有色合金铸件方面的发展更为明显。为了充分利用铸造工艺能够实现复杂结构铸件的生产的特点,出现了集成设计的车门内板、座椅骨架、仪表板骨架、前端框架和防火墙等集成设计的高压铸件,其尺寸显著大于目前生产的铸件,需要4 000~5 000 t甚至更大吨位的压铸机进行生产。

1.2 汽车铸件的轻量化
在保证汽车的强度和安全性能的前提下,尽可能地降低汽车的整备质量,实现轻量化,从而提高汽车的动力性,减少燃料消耗,降低排气污染。汽车整备质量每减少100 kg,百公里油耗可降低0.3~0.6 L,若汽车整车重量降低10%,燃油效率可提高6%~8%。随着环保和节能的需要,汽车的轻量化已经成为世界汽车发展的潮流,汽车铸件的轻量化也成为汽车铸件的重要发展方向之一。
1.2.1 汽车铸件的轻量化设计
出于铸件整体安全系数的需要,等厚度设计是汽车铸件主要设计方法之一。然而等厚设计的主要弊端是无法充分发挥结构性能,并导致铸件重量的增加。采用CAE 分析、拓扑优化等手段,对零部件进行优化设计,使零部件各个部位的应力值接近,即各个部位的壁厚不一致,受力小的部位减薄料厚或不要材料,从而减轻零件的重量。考虑到铸造成形可以实现复杂结构铸件的成形,可以实现各种不规则的异型截面。设计时,采用CAE或拓扑优化等手段,对零部件进行应力分析。根据力的分布,确定零部件的形状和具体局部的材料厚度。通过对铸件加筋、挖孔和变厚化,可使零部件的重量大大降低。
图2 是东风精密铸造有限公司对商用车支座进行优化设计前后的铸件外形对比,可见铸件初始重量为6.6 kg,其设计为典型的等厚设计。该铸件经过加筋、挖孔和变截面等一系列轻量化设计方法后,铸件重量变为3.0 kg,减重效果可达50%以上。

1.2.2 轻合金汽车铸件
使用铝镁等轻合金材料是目前各国汽车制造商的主要减重措施。铝的密度仅为钢的1/3,且有优良的耐蚀性和延展性。镁的密度更小,只有铝的2/3,在高压铸造条件流动性优异。铝和镁的比强度(强度与质量之比)都相当高,对减轻自重,提高燃油效率有举足轻重的作用。美国汽车业近两年竞争力提高,与其大幅度采用铝镁结构铸件和集成铸件具有密切关系。
德国宝马公司推出的新5 系列由于搭载了最新一代镁铝复合直列六缸发动机缸体,重量较上一代减少了10 kg,大幅提高了性能与油耗经济性。但是需要注意的是由于铝镁等轻合金的原材料价格要远远高于钢铁材料,限制了其在汽车工业中更广泛的应用。但是尽管原材料价格较高,目前镁、铝铸件的单车用量却连年上升。这一方面是通过技术进步弥补了成本增加,另一方面则是市场竞争迫使汽车厂商降低利润而采用更多的轻合金。然而,要使轻合金用量得到大幅度提高,降低镁铝锭的采购价格,开发先进成形技术是关键之一。
1.2.3 汽车铸件材料的高性能化
提高材料的性能,使得单位重量的零件能够承受更高的载荷,是有效降低铸件重量的方法之一。支架类结构铸件占汽车铸件相当大的比例,因而其铸件的开发也成为关注的重点之一。通过热处理等措施,使材料显微组织改变,从而提高零件的强度、刚度或韧性,可以有效地降低零件重量。
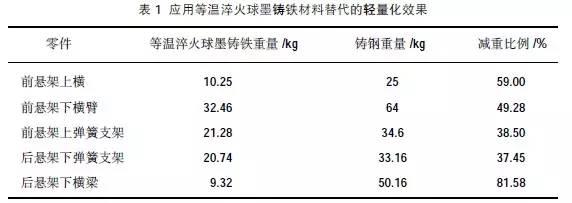
等温淬火球墨铸铁,不仅强度比普通铸钢材料有所提高,而且密度比钢要低,其密度为7.1 g/cm3,而铸钢的密度为7.8 g/cm3,是近年来广泛推荐采用的材料。采用等温淬火球墨铸铁,在铸件尺寸相同的条件下,比铸钢件轻10%。东风汽车公司在某型商用车进行了采用等温淬火球墨铸铁替代铸钢件的轻量化验证工作,并针对等温淬火球墨铸铁件高强度特点,对14个悬架类零件进专家论坛行重新设计。表1为采用等温淬火球墨铸铁材料替代后的轻量化效果,总重量减轻近40%,效果显著。需要说明的是表1 中的轻量化效果不仅仅是材料替代产生的,还包括轻量化设计的贡献。一般来说,汽车铸件的材料替换往往伴随着零件的轻量化设计。
在铝合金和镁合金铸件方面也采用了高强、高韧的材料进行替代,在原有轻合金减重的基础上,应用高性能材料进行进一步减重,美国通用汽车公司采用高性能的AE44合金取代原有的铝合金,采用高压铸造的方法生产副车架,在铝合金减重的基础上进一步减重6 kg。
1.3 汽车铸件开发数字化
汽车铸件开发与数字技术的全面结合可以显著地提升铸造技术水平,缩短产品的设计和试制周期。目前数字制造技术已经广泛应用于汽车铸件的开发。在铸件结构设计及铸造工艺设计阶段,Pro/E,CATIA,和UG 等三维设计软件已经获得了广泛的应用,部分先进的铸造企业已经实现了无纸化设计。MAGMA,ProCAST以及华铸CAE 等软件已经被广泛用于汽车铸件凝固过程、显微组织、成分偏析和材质性能等方面的模拟,还可以对铸造过程中的速度场、浓度场、温度场、相场、应力场等方面的模拟,能够确保在批量生产前使工艺方案得到优化。
为适应汽车铸件快速开发的需求,在CAD/CAE的设计与开发的基础上,RP(快速原型技术)已经被广泛用于汽车铸件的快速试制。在获得CAD/CAE 原始数据后,采用逐层堆积的方法,通过粘结,熔结或烧结的方式获得铸件原型或形成铸件所需模具的原型。前者可用熔模铸造,石膏型铸造等方法试制铸件样件,后者可直接作为模具制造砂芯,通过组芯造型而浇注出铸件。此外,还可以用粉料激光烧结法(SLS),直接完成砂芯和砂型的制作,从而获得铸件试制所需要的砂型。对于结构相对简单的外模,还可以采用数控机床,用可加工塑料进行CAM加工,从而获得铸件试制所需的芯盒和模样,或是直接对砂块进行加工,直接获得外模的砂型。
总体上说,数字化技术已经贯穿铸件的设计、开发以及试制的各个环节,有效提高了铸件的开发速度和效率。目前主要存在的问题是设计、分析和快速制造等方面的数字化技术各自独立,当开发过程由一个阶段向另一个阶段转化时,还需要进行相当繁琐的数据转换工作。希望在将来能够针对铸件开发各个环节所应用的数字化技术开发出统一的数据接口平台,建立标准化的数据转换标准,实现不同软件之间数据的无缝转换,从而更进一步的提高铸件的开发速度。
2 汽车铸造技术的发展方向
2.1 薄壁复杂结构铸件的生产技术
随着汽车工业的发展和节能减排的需求,汽车零件日趋轻量化,通过薄壁化设计,实现轻量化是发动机缸体的重要发展方向。以一汽铸造有限公司为一汽大众公司生产铸铁缸体为例,早期生产的06A 缸体壁厚4.5mm±1.5 mm,EA111 缸体壁厚4 mm±1 mm,目前批量生产的EA888Evo2 缸体壁厚3.5 mm±0.8 mm,下一代EA888Gen.3 缸体产品结构则更为复杂,其壁厚仅为3mm±0.5 mm,是目前最薄的灰口铸铁缸体。尽管批量生产中存在着断芯、漂芯以及壁厚尺寸波动较大的问题,但是通过控制砂芯和型砂的质量,采用目前广泛使用的水平卧浇工艺还是能够满足EA888Evo2 缸体的生产要求,但无法满足EA888Gen.3 缸体的生产要求,必须采用整体组芯立浇工艺。
图3示出了水平卧浇和组芯立浇示意图。针对缸体3 mm薄壁特点,组芯立浇工艺对制芯和组芯都提出了苛刻的要求。制芯中心可实现制芯生产的高度智能化、自动化。从原砂、树脂的加入,混砂、制芯、修芯、组装、涂料和烘干到造型以及组下芯全过程均可以实现高度自动化,使砂芯制芯质量、组装质量即尺寸精度和涂料烘干质量等得到了稳定的保证,从而避免了因人为因素而造成的质量和尺寸风险,适应大批量汽缸体制芯生产的需要。能够有效解决大批量生产时,废品率不稳定和居高不下的问题,同时由于砂芯尺寸精度的提高,也极大地降低了清理工作量和成本,并且完全能够有效保证3mm壁厚尺寸要求。

2.2 铝镁合金大型结构件的制造技术
随着节能、环保以及降低部件成本的要求不断增加,铝镁合金大型结构铸件已经成为重要的发展趋势,其制造技术也成为目前的开发热点。目前铝镁合金大型结构件的主要生产技术有高压铸造、挤压铸造和低压铸造。由于高压铸造生产效率高,产品质量好已经成为目前主要的生产工艺,其制造技术的开发主要集中在对高压铸造过程中容易卷气,铸件内部容易形成气孔,不能进行热处理问题的改进。

领先铸造、压铸及锻压工业国际贸易平台
欢迎莅临广州国际铸造、压铸及锻压工业展览会!
主办单位官方微信

