







2020/04/23
4268
压铸粘模的原因和预防措施
为响应及全力配合做好新型冠状病毒感染肺炎疫情防控工作,原定于2020年2月26至28日在中国进出口商品交易会展馆A区举办的广州国际铸造、压铸及锻压工业展览会将延期举行。新展期将另行通知,最新消息敬请关注官网:https://fd-asia.gymf.com.cn
邀您关注今日新资讯:
铝合金压铸过程中的粘模现象一直是困扰压铸从业人员的一个难题。因为粘模,会直接延伸出很多的铸件缺陷,如产品表面拉伤、缺肉、内部缩松及表面致密层破坏导致的泄漏等铸件质量问题。
因此,压铸从业人员需从压铸模工艺设计阶段、模具表面处理制作及维护、压铸生产过程控制等全方位做好充分的预防,才能最大程度地减少和控制粘模的发生机率。下面从以上几个方面结合实际案例进行具体分析。
1、压铸模工艺设计
1.1 内浇口角度的设计
设计内浇口时应避免铝合金液以相对大的角度进入模具型腔,减少合金液直接冲刷型腔壁。此类粘模的铸件经铸件品质检测,会导致铸件壁厚超差、铸件缺肉而报废。
如下图1所示,该铸件腔体较深,为了利于充型,采取了铸件腔体包定模侧开发工艺,定模利用假滑块确保随动模脱模,浇道只能设计在定模侧。
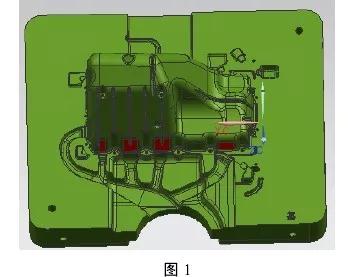
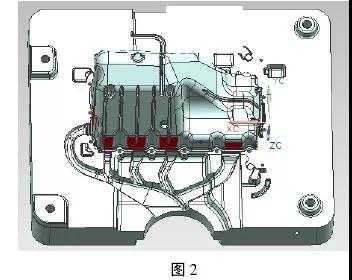
图1为改善之前的浇道设计工艺,因内浇口角度相对较大,浇道呈直冲形态与内浇口直冲模具型腔壁,导致粘模问题严重,因粘模原因不得不频繁地对模具打磨抛光,定模凸出面形成倒扣,从而进一步加剧了粘模、拉模问题的发生。图2为改善之后的设计工艺,浇道角度由180°调整到120°-130°之间,内浇口面与型腔内壁面平行进浇,再调整内浇口进料角度60°-75°之间。经现场压铸生产验证,此类粘模问题得到明显改善。
1.2 局部冷却设计
型腔内热节、孤岛,铸件厚大部位,应在模具内部增加点冷却工艺消除因模具局部温度过高带来的粘模。当模具的温度变得很高,致使铝合金和模具发生反应,并且在接触面的化合物变为铝铁混合物时,就会发生粘模现象,随着压铸喷涂冷热循环及压射模次增加,粘模量也随之增加,模具表面上的累积物同时增加,加剧衰减了模具孤岛热节部位的导热性能,粘模越来越严重。更严重的结果会使铸件粘接在模具上,并且很难将铸件从模具上分离下来。这类粘模不同于案例一的粘模特征,此类粘模通过肉眼可以观察到模具型腔表面像被粘附了一层类似白色粉末的涂层,直接破坏了压铸件本身具有的表面致密层而导致铸件气密性检测泄漏等质量缺陷。
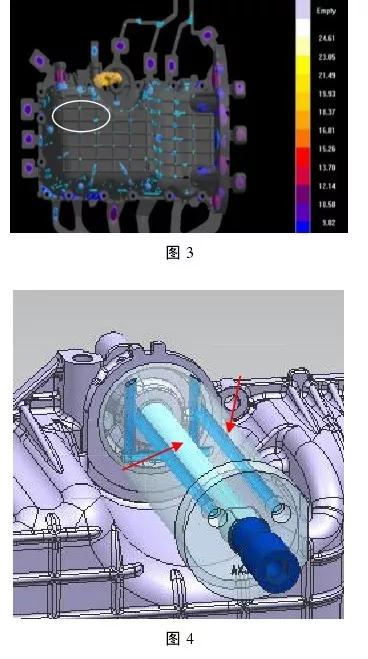
下面是一款集成了机油滤清器安装位置的发动机油底壳,在前期工艺设计时凝固分析发现机油滤清器安装部位存在厚大热节,见图3,结合类似孤岛热节导致的前期发生的粘模问题分析,将该部位由整体模型改为了镶嵌结构设计,内部采用“U”型循环水冷却,见图4。经生产实践验证,采用此方案,消除了模具型腔内孤岛热节导致的粘模问题,且铸件表面致密层优良,同时也解决了此处气密性检测泄漏的质量问题。
粘模、拉模在较细的型芯上表现得尤为突出,此案例的实施借鉴了高压细芯点冷工艺。
1.3 模具内部设计内喷涂结构
在当前自动化压铸生产过程中,机器人、机械手取代了人工喷涂,由于铸件结构原因而形成的模具型腔内部不可避免地存在了一些喷涂死角,要解决此类因喷涂润滑不到位引起的粘模问题,除了在自动化喷涂模块上要按模具型腔设计仿形喷涂模块以外,通过在模具内部设计内喷涂结构也可以防止喷涂死角的粘模问题发生。
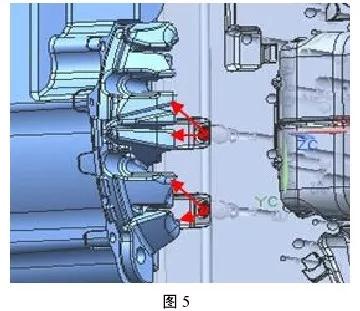
图5中,滑块与动模芯配合面的铸件成型部位为喷涂死角,是通过喷涂机械手和仿形喷涂模块均无法实现有效喷涂的死点。为了解决此类因喷涂不到位导致的粘模问题。模具设计时,增加了两个模具内喷头设计。该喷头通过与喷雾机系统管路连接,实现与喷涂机械手同步喷涂的效果,且喷涂角度、喷涂距离相对较优。很好地解决了喷涂死点的粘模问题。
2、模具表面处理
模具型芯的钢材通常采用H13钢,并且对钢材进行淬火、回火热处理,使钢材硬度达到46-50HRC。常规情况下,H13钢材的机械特性不仅可以满足对耐热疲劳性要求,而且还具有一定的热稳定性。使用熔点较高的特种材料对模具型腔表面进行涂覆处理,形成涂覆层,以避免发生粘模,如钼基合金,这种合金可以与铁混合,并且可以粘合在模具表面发生粘模的位置上;也可以在粘模位置使用各种防止粘模发生的材料对模具表面进行处理,如金属钨;采用物理方式(PVD)对模具进行表面处理,可以有效地防止粘模发生,如Cr N+W、ON、(Ti Al)N 以及CrC。

图6是一块采用冷焊涂覆金属钨之后的模具型腔镶块,该镶块位于进浇口侧,由于结构限制,无法实现内部冷却,且受熔液的高速、高压冲刷,外部脱模剂喷涂润滑形成的保护膜在压射充填时会被很快地冲刷掉,频繁粘模。经采用金属钨被覆后,表面较为粗糙,可有效地锁住脱模润滑剂在镶块成型表面而不被铝液冲刷带走,能保证在2000模次内粘模问题得到很好的改善。需要在模具维护方面多备几套镶块。设计为快换结构,一旦涂覆层被冲刷耗尽,能在最短的时间内通过维护迅速更换上经过再次涂覆的镶块。
3 、压铸生产过程控制
3.1 铝合金中 Fe 含量铝合金与模具中的铁具有很强的亲和力
如果铝合金中的含铁量不足,就很容易在H13材料模具的型腔内粘结。铁在铝合金熔液中是有害元素,因此随着铁含量的增加,力学性能下降,特别是冲击韧性和塑性降低,热裂倾向增大,并且还会使铝合金出现硬质点,加工性能变坏。但铁能减小铝合金粘模倾向,便于压铸。因此,压铸铝合金中铁的含量应控制在一定范围之中,实践证明,压铸过程中铁含量控制在0.7-1%,对粘模改善是有一定效果的。
3.2 工艺参数
铝液温度过高、内浇口速度过高、压射比压过高,也会导致粘模问题发生。较高的铝液温度会模温较高,模具与金属液之间发生化学反应,导致粘模。
较高的内浇口速度会使铸件组织织呈现多孔性,力学性能明显降低。因此,对内在质量,力学性能和致密性要求高的铸件,不宜选用大的内浇口速度,也利用预防粘模现象的发生。同时,根据铸件的性能要求合理的计算设置铸造压力、保压及留模冷却时间,在金属熔液开始凝固之前有效补缩。
3.3 脱模剂
优质的压铸脱模剂通过合理的配比可减少粘模现象的发生。目前,压铸行业对脱模剂尚未出台统一标准,国际上包括最权威的北美压铸协会对脱模剂的应用也没有公布统一的检验标准。技术员要对脱模剂的品牌严格把关,即选用那些声誉好,资金和技术力量雄厚,技术服务水平高,质量稳定的供应厂商。一旦经选用试用后预防粘模问题有效,不要轻易变动脱模剂品牌。
3.4 其它
除以上三个方面的预防粘模现象发生措施以外,压铸件的结构设计上,还应充分考虑铸件有足够大的铸造斜度,以及均匀壁厚过渡,凸台尽量避免形成厚大孤岛式的形态。
4、结语
压铸粘模问题是多因素影响的结果,很难完全避免,但通过压铸模工艺设计创新、模具表面处理新技术运用、生产过程控制与实际相结合,粘模问题是可以得到很好的预防和控制的。
文章来源:《中国压铸》杂志
原定于2020年2月26至28日在中国进出口商品交易会展馆A区举办的广州国际铸造、压铸及锻压工业展览会将延期举行。更多精彩论坛活动,欢迎登录官网 https://fd-asia.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

领先铸造、压铸及锻压工业国际贸易平台
欢迎莅临广州国际铸造、压铸及锻压工业展览会!
主办单位官方微信

