







2021/01/15
1656
压铸模具预热方法简述 - 广州国际铸造、压铸及锻压工业展览会
2021年广州国际铸造、压铸及锻压工业展览会即将于2021年3月3-5日在中国进出口商品交易会展馆B区举行。邀您关注今日新资讯:
我国各行业产业化进程不断加快,压铸行业竞争越来越激烈,但仍有很多压铸企业直接采用铝料压射方法压铸模具,效率低,成本高。为此,本文着重对压铸模具预热方法进行讨论分析,希望能为同行提供帮助。
1
模具热传递方式
模具热传递方式主要有几下几种:
1.1 热辐射
热辐射是热量传递的三种方式之一。一切温度高于绝对零度的物体都能产生热辐射,热辐射以电辐射的形式发出能量,温度越高,辐射出的总能量就越大。同时,物体表面积越大,辐射量也就越大。压铸模具在高温下会通过热辐射流失部分的热能。
1.2 热传导
热量从系统的一部分传到另一部分,或由一个系统传到另一个系统的现象叫热传导。热传导是固体中传热的主要方式,热量从物体的高温部分传至低温部分,只要物体内存在温度差,就一定会发生传热。热传导为压铸模具最主要的热量传递方式。
1.3 热对流
液体或气体中,较热的部分上升,较冷的部分下降,循环流动,相互搀和,促使温度趋向均匀。对流是气体中热传递的重要方式,分自然对流和强迫对流。
模具热量传到环境空气中,外围的热空气以对流方式带走少量的热量,脱模剂内的水分突然遇热气化,透过自然对流带走热量,冷却通道的流体以强迫对流方式带走模具热量。
压铸生产中,模具的热量来源有金属液和压铸机自身产生的热量,但主要来源还是金属液。每次
压射金属液时,热量通过热传导传递到模具表面,模具表面迅速升温,紧接着将热量传递到模具内部,再通过模具运水及模具表面脱模剂的喷涂把热量传递出去。
2
模具预热方法
下面列举了3种模具预热方法,并进行数据对比分析。
2.1 压射铝液预热法
压铸模具上好后,直接开机用铝料进行热模,先低速压射20模,然后转高速压射10模,再转高速增压5模,最后转正常生产。其间需损耗30模铝料,若以250~400 t机型为例,以80模/h的产能作参考,所需耗时约27 min。
铝料预热法是将金属液不断地往模具型腔内压射,直接靠金属液来达到升温的效果。但由于喷涂和留模时间都按正常量产的工艺参数设置,每次生产过程中循环模具温度流失较快,导致模具升温效果较差,还需要消耗大量的模次才能将模具升温到工艺要求的温度,耗时也比较长。此外,刚开始模具处于冷却状态,直接将金属液压入型腔,每次循环模具表面的温差都很大,模具容易出现龟裂纹。
2.2 模温机预热法
压铸模具上好后,接好模具上的油管,先关模(但未关死,动、定模需留有5~10 mm间隙),再开启模温机,将模温机温度设置在100 ℃,当回油温度达到设定温度时保持5 min;然后将模温机温度调至150 ℃,当回油温度达到设定温度时保持5 min;再将温度调至200 ℃,待其温度达到设定温度后保持5 min。最后打开模具,开机,用铝料再进行热模,先低速压射5模,然后转高速压射3模,再转高速增压2模,最后转正常生产,其间需损耗10模铝料,若以250~400 t机型为例,以80模/h的产能作参考,则所需耗时约45 min。
模温机预热法是通过模温机将导热油(模温机油)输送到模具内部进行反复循环加热,模具内部先预热,再通过热传导将热量传递到模具表面,实现升温效果,最后再进行10模压射,使模具温度更均匀。模温机预热法以由内往外的方式
进行模具预热,对模具的伤害最小,但由于此方法耗时长,而且对模具油路的设计要求严格,否则无法保证模具预热均匀,故很少采用此方法。需注意的是,模温机由室温升温至100 ℃,需耗时约10 min,由100 ℃升温至150 ℃,再由150 ℃升温至200 ℃,各需耗时约5 min。
2.3 快速预热法
压铸模具上好后,先在模具表面均匀涂抹离模腊(抗焊合蜡),然后用煤气火焰对模具进行初步预热,煤气火焰长度一般为20~30 cm,其间要保证模具受热均匀,持续预热约10 min。煤气火焰预热结束后,开机并用铝料进行热模,先低速压射3模,再转高速压射1模,再高速增压1模,最后转正常生产。其间需损耗5模铝料,其中铝料压射时需将留模时间设置为正常参数的2~3倍,喷涂时间为正常参数的50%,高速压射速度为正常参数的80%,若以250~400 t机型为例,以80模/h的产能作参考,则所需耗时约151 min。
快速预热法是先用煤气对模具进行加热,加热之前需保证模具表面必须涂上离模腊,防止局部过热烧坏模具。然后需将留模时间延长2~3倍,增加铸件停留在模具型腔内的时间,加快模具升温。热模时喷涂时间也要减少50%,减少在热模过程中脱模剂带走的热量,达到进一步加快升温的效果。此方法热模耗时最短,而且只需5模即可达到工艺要求的模温区间,因此建议采用快速热模法进行热模。
3
模具预热方法对比分析
推荐铝、镁合金压铸模具的模温区间为150~250 ℃,在此区间内可保证生产产品的品质。不适当的模温会影响铸件质量,模温过高会导致铸件出现粘模、表面起泡、顶出困难、缩孔、缩松等缺陷,甚至会影响到铸件的尺寸精度;模温过低则会导致铸件出现冷纹、冷格、发黑、成型不良等缺陷。故在模具预热时就必须按要求的模温区间进行预热,保证模具预热后马上有正常的铸件产出,提高出货效率。模具预热方法对比分析如表1所示。
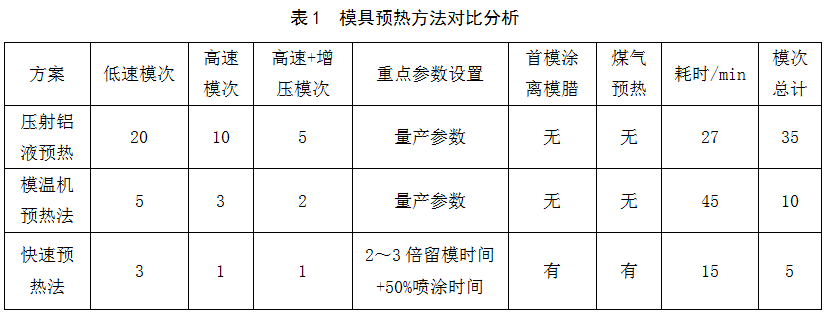
从表1可知,采用快速预热法热模耗时最短,消耗的模次也最少,能耗最低。
4
结语
快速预热法可明显减少热模模次,减少铝锭的投入,并能在最短时间内将模具温度提升至要求的温度区间,提升了生产效率,保证了生产品质。由于热模模次的减少,模具使用寿命得到了相应延长,降低了企业生产成本,增强了企业市场竞争力,为企业创造了良好的经济效益。
文章来源:《机电信息》
2021年广州国际铸造、压铸及锻压工业展览会即将于2021年3月3-5日在中国进出口商品交易会展馆B区举行;展会更多资讯,详情请登陆官网 https://fd-asia.gymf.com.cn
扫码实名预约,领取入场证!

| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

领先铸造、压铸及锻压工业国际贸易平台
欢迎莅临广州国际铸造、压铸及锻压工业展览会!
主办单位官方微信

