







2025/04/15
959
压铸件常见缺陷及解决办法_了解压铸件压坏了怎么避免- 广州国际铸造、压铸及锻压工业展
2026年广州国际铸造、压铸及锻压工业展览会即将于2026年3月4日-6日在中国进出口商品交易会展馆举行。邀您关注今日新资讯:
压铸件在生产过程中常出现多种缺陷,常见缺陷及其解决办法看这里,仅供参考: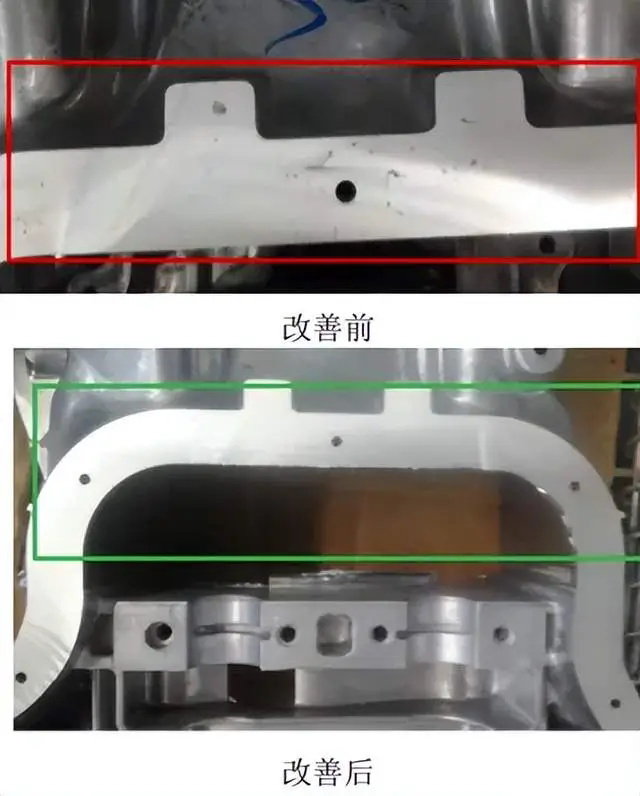
常见缺陷及解决办法 成因:金属液含气量过高、排气不良、模具温度波动、填充速度过低等。 解决办法:优化排气系统,增设排气槽和溢流槽;控制模具温度和填充速度;进行熔炼除气处理。 2、缩孔与缩松 成因:铸件壁厚差过大、浇注温度过高、保压时间不足、凝固过程中体积收缩得不到补缩。 解决办法:优化铸件设计,控制壁厚差;适当降低浇注温度并延长保压时间。 3、冷隔 成因:浇注温度或模温偏低、浇注系统设计不当、金属液流对接时未完全熔合。 解决办法:适当提高浇注温度和模温;优化浇注系统设计,改善流动平衡。 4、流痕 成因:模温过低、填充速度过低、浇注系统设计不合理。 解决办法:提高模温,优化浇注系统设计,调整填充速度和压力。 5、裂纹 成因:合金成分不当、留模时间过短、铸件壁厚变化剧烈、冷却速度不均匀。 解决办法:严格控制合金成分,提高模具温度,调整铸件结构,增加留模时间和保压时间。 6、欠铸 成因:浇注温度或模温偏低、填充速度过低、浇注系统设计不合理。 解决办法:提高浇注温度和模温,优化浇注系统设计,调整填充速度。 7、表面拉伤 成因:模具表面损伤、出模斜度不足、合金液粘附模具。 解决办法:定期修理模具表面,调整出模斜度,控制合适的浇注温度。 8、粘模 成因:模具温度过高、合金浇注温度过高、模具表面未氮化、涂料喷涂不当。 解决办法:降低浇注温度,控制模具温度,进行表面氮化处理,均匀喷涂涂料。 9、翘曲变形 成因:冷却速度不均匀、铸件壁厚差过大。 解决办法:优化铸件设计,控制壁厚差,确保冷却均匀。 预防措施优化压铸工艺:合理设置浇注温度、模温、填充速度和压力等参数,确保金属液流动顺畅并充分排气。 提高模具质量:定期检查和维护模具,修复表面损伤,提高模具制造精度。 加强原材料管理:严格控制原材料的化学成分和物理性能,减少金属液中的气体含量。 改进产品设计:合理设计压铸件的结构和壁厚,优化脱模斜度和圆角设计。 加强员工培训:提高员工对压铸工艺和模具维护的认识,减少人为因素对质量的影响。
1、气孔
(压铸件缺陷、压坏了请找专业人士维修!此文仅供参考!)
文章来源:广州国际铸造、压铸及锻压工业展览会
2026年广州国际铸造、压铸及锻压工业展览会即将于2026年3月4日-6日在中国进出口商品交易会展馆举行;展会更多资讯,详情请登陆官网 https://fd-asia.gymf.com.cn
扫码实名预约,领取入场证!

| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

领先铸造、压铸及锻压工业国际贸易平台
欢迎莅临广州国际铸造、压铸及锻压工业展览会!
主办单位官方微信

