







2023/05/22
476
这些铸造工艺类型,你都了解吗? - 广州国际铸造
2024年广州国际铸造、压铸及锻压工业展览会即将于2024年3月4-6日在中国进出口商品交易会展馆B区举行。邀您关注今日新资讯:

铸造工艺
铸造从图案的设计开始,它是要铸造物品的模型。制模是一个复杂的过程,以精确的尺寸塑造模具型腔。一旦物品在模具中凝固并冷却,就必须准备好从模具中取出而不会破裂,这意味着要考虑凝固过程中的收缩以及可能的变形。模型必须包括将液态金属送入模具的方法。图案开发中的任何错误都可能导致缺陷和铸造失败。
制芯适用于具有内腔的零件,不适用于所有铸造工艺。它最常用于砂型铸造、压铸和注塑成型。当铸件是空心的时,砂子或金属(称为芯部)会塑造模型的内部。型芯坚固但可折叠,在铸造过程结束时很容易取出。核心的使用允许创建复杂的设计,例如孔或特殊腔室。
成型是制作模型铸件的过程。在铸造过程中,模具被固定在称为砂箱的框架中。一种类型的沙子被压入围绕创建模具的图案的砂箱中。一旦成型,图案就会被移除,留下铸件。完成模具设计后,可以根据材料对其进行烧制,使其硬化并为熔融金属做好准备。
下一步是熔化金属以通过称为浇道的通道或孔倒入模具中。一旦熔融金属变硬,模具就会被摇晃或振动以去除铸件中的砂,这些砂被收集起来重新使用。
该过程的最后一步是清洁产品。去除多余的成型材料以及变形和锯齿状边缘。产品被加工成最终形式和形状。
铸造的不同种类和方法
古代的基本方法已经转变为为专门和特定目的而设计的大量铸造技术。每个不同的过程都可以生产出高质量的零件并具有制造优势。了解每种方法的优缺点有助于选择一种旨在满足个别生产要求的方法。一些流行的铸造工艺包括砂型、模具、熔模和石膏。每种方法的基本原理可能看起来相似。这些过程是如何完成的,它们生产的产品的质量有很大的不同。
压铸
压铸是一种金属铸造工艺,其特点是利用模具腔对融化的金属施加高压。
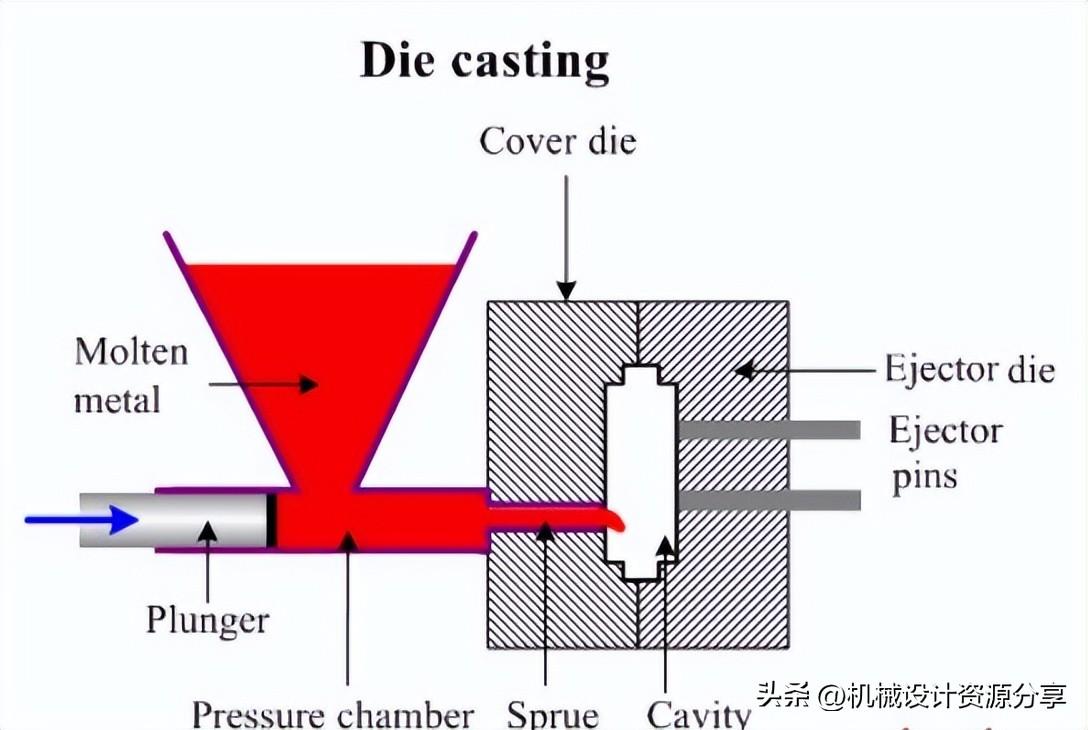
(图片来源于互联网,如有侵权,联系删除)
压铸有两种类型——冷室压铸和热室压铸。这些方法根据将熔融金属注入模具的方式而有所不同。了解这两个过程之间的差异有助于决定零件设计的生产方法。
冷室压铸用于具有高熔点的金属。此过程中使用的常见材料是金属合金,例如铝、黄铜和铜。冷室工艺需要使用熔炉和钢包来浇注熔融金属。在冷室工艺中有两种将熔融金属引入模具的方法——浇包或通过高压柱塞。冷室压铸需要比其他压铸方法高得多的压力,但熔融金属需要几分钟才能凝固。此外,模具可以有多个腔室,从而可以同时生产多个零件。
热室压铸是指浸在保温融化坩埚的液态金属中,压射部位不直接于机座连接,而是装在坩埚上面。热室压铸的优点是生产工序简单,效率高,金属消耗少,工艺稳定。但压室,压射冲头长期浸在液体金属中,影响使用寿命。并且增加合金的含铁量。
不管仅使用有色金属的限制如何,压铸都具有生产尺寸正确且形状公差出色的零件的优势。具有尺寸一致性和统一设计的能力是使其流行多年的两个品质。与其他一些铸造技术一样,压铸件在铸造后几乎不需要机加工。
压铸的最大缺点是工艺费用高,这主要与模具的创建和工装有关。虽然它们可以使用计算机软件进行设计和工程,但它们是使用钢水生产的,这限制了实验和制作原型的能力。由于模具可以储存和重复使用,这是生产大量零件的绝佳方式,从而降低了初始投资成本。对于单个零件、原型或小批量生产,不应考虑它。
石膏铸造
石膏铸造是一种用于制造具有光滑、均匀光洁度的有色合金零件的工艺。具有尺寸精度的精密零件通常使用这种石膏铸件生产。与许多现代设计一样,铸件的图案是在 CAD 或某种类型的软件中创建的,并且包括收缩余量。
(图片来源于互联网,如有侵权,联系删除)
制作模具的过程从石膏或硫酸钙组成的石膏开始,石膏与滑石、石棉、沙子、硅酸钠和水混合。这些元素的混合物形成一种浆液,喷在图案上,该浆液已喷有防粘剂,以避免石膏粘在图案上。模具在几分钟内形成,从模型上取下并干燥。然后在将熔融金属倒入其中之前组装型芯和模具。与熔模铸造一样,当金属冷却和硬化时,模具会破裂以释放零件。
石膏铸造存在局限性,因为该过程复杂且耗时,从而增加了成本。它最大的成功是使用低熔点材料,如铝、铜、镁或锌。由于生产模具所需的时间很少,因此它是进行 CAD 渲染和制作原型的绝佳方法。
使用石膏铸造生产的最终产品具有光滑均匀的表面和出色的细节。与其他铸造方法不同,该工艺精确地复制了薄壁零件的复杂细节。与砂型铸造一样,它可以用低熔点的有色金属形成大型零件。
砂型铸造
砂型铸造使用砂型来形成和塑造铸件。它是制造各种尺寸和重量的金属零件的常用生产方法,可以使用任何类型的金属合金生产复杂的细部零件。虽然砂型铸造是一种经济有效的方法,但它能够有效地生产高质量的零件。该过程中使用的所有材料都是可重复使用和可回收的,这增加了其低成本。
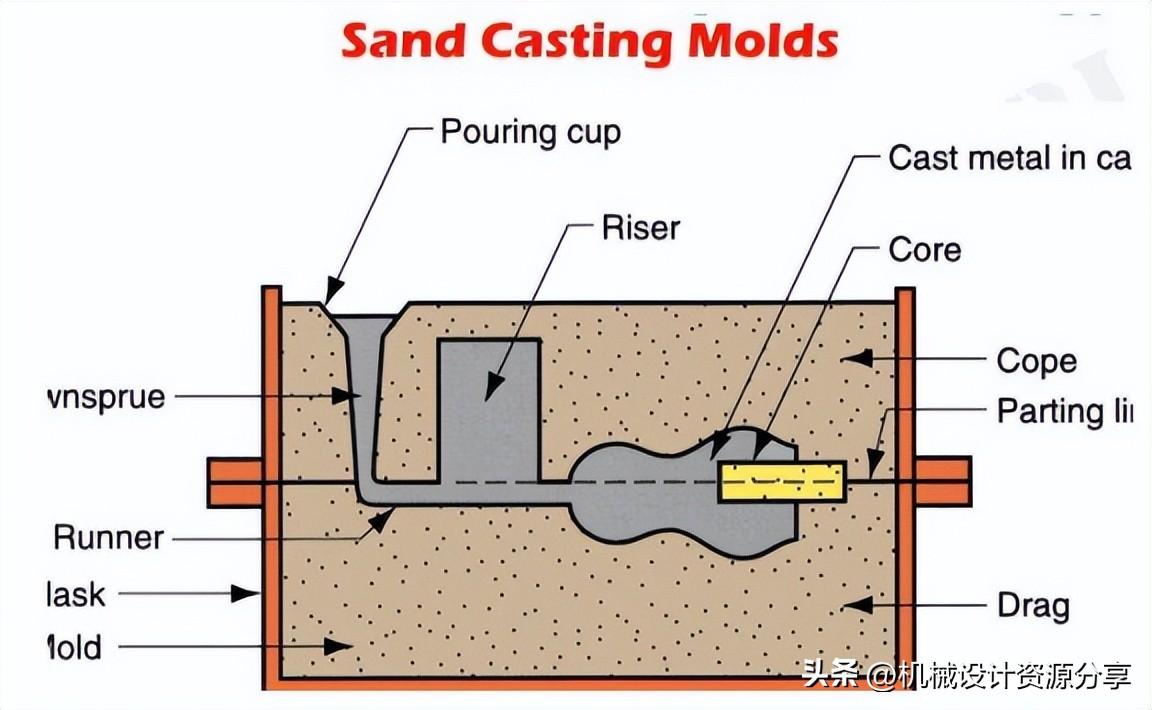
(图片来源于互联网,如有侵权,联系删除)
砂型铸造法是为数不多的用于高熔点金属(例如某些类型的钢、镍和钛的工艺之一。砂型铸造的柔韧性和耐热性以及低成本使其成为应用最广泛的铸造工艺。
铸件是通过将熔融金属倒入模具型腔中制成的。用于制造铸件的砂具有特殊的粘合材料,可提高其耐热性和保持形状的能力。多年来,湿砂主要用于制造铸件,它是砂、煤、膨润土和水的混合物。最近,二氧化硅 (SiO2) 已变得比湿砂更广泛地使用。
除了成本低外,砂型造型还有几个特点,使其成为一种流行的工艺。砂模在机械应力下保持其形状,但具有足够的渗透性以释放气体和蒸汽。当将沙子涂在图案上时,它可以填充小凹处,以创建一个包含微小细节的精确模具。虽然大型重型零件的成型是一个困难的过程,但砂型铸造很容易适应和调整以生产任何尺寸的零件,并且可以铸造黑色金属和有色金属。
不管它的普及程度如何,砂型铸造都有一定的缺点和局限性,例如尺寸精度差和无法生产需要高公差的零件。此外,通过砂型铸造生产的零件往往具有粗糙或粗糙的光洁度。
尽管它有这些缺点,但它仍然是零件生产中最受欢迎和最应用广泛的方法之一。
熔模铸造
熔模铸造使用涂有陶瓷材料的蜡模,该蜡模硬化为铸件的形状。一旦陶瓷凝固,蜡就会融化,熔融金属被倒入空腔中。当金属凝固时,铸件破裂以释放金属部件。也称为失蜡处理,是一种已有 5000 多年历史的方法,可以追溯到古埃及人和中国人的时代。
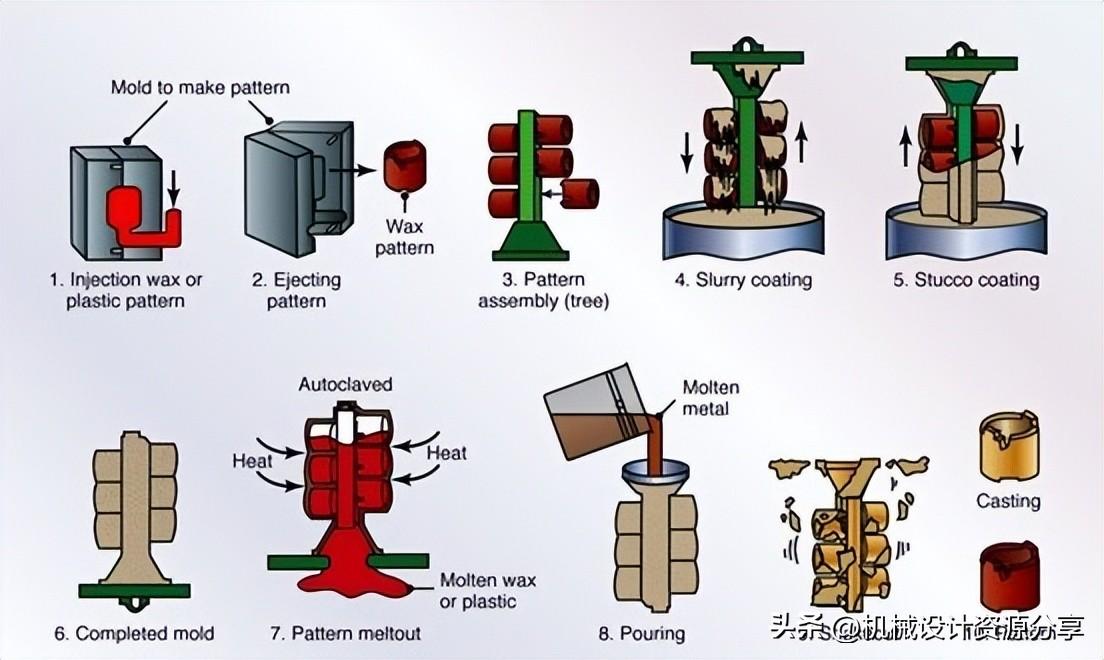
(图片来源于互联网,如有侵权,联系删除)
熔模铸造过程的第一步是制作蜡模,它可以由塑料制成,但最常见的是由蜡制成。模具可以铸造或机加工,尺寸经过仔细计算和确定,以避免收缩。由于该过程需要精确测量,可能需要进行多次试验才能达到适当的比例,这使得熔模铸造模具成本高昂。
熔模铸造用于生产多种合金或金属的精密零件,包括铝、不锈钢、碳钢、黄铜和青铜。生产的零件用于多个行业,包括流体动力、石油和天然气、食品和乳制品、军事、枪支、航空航天和航空以及农业。
熔模铸造零件具有出色的尺寸公差和更高的精度,几乎不需要精加工或机加工,并且可以生产具有复杂设计的复杂形状。与砂型铸造一样,熔模铸造几乎没有浪费,因为陶瓷材料可以重复使用,并且能够用几种不同的合金生产零件。
尽管与砂型和石膏铸造相比,熔模铸造是一种昂贵的工艺,但它生产的零件的质量使其使用起来很有吸引力。以这种方式生产的零件往往具有出色的光洁度,不需要机加工或精加工,这可以补偿增加的原始成本。
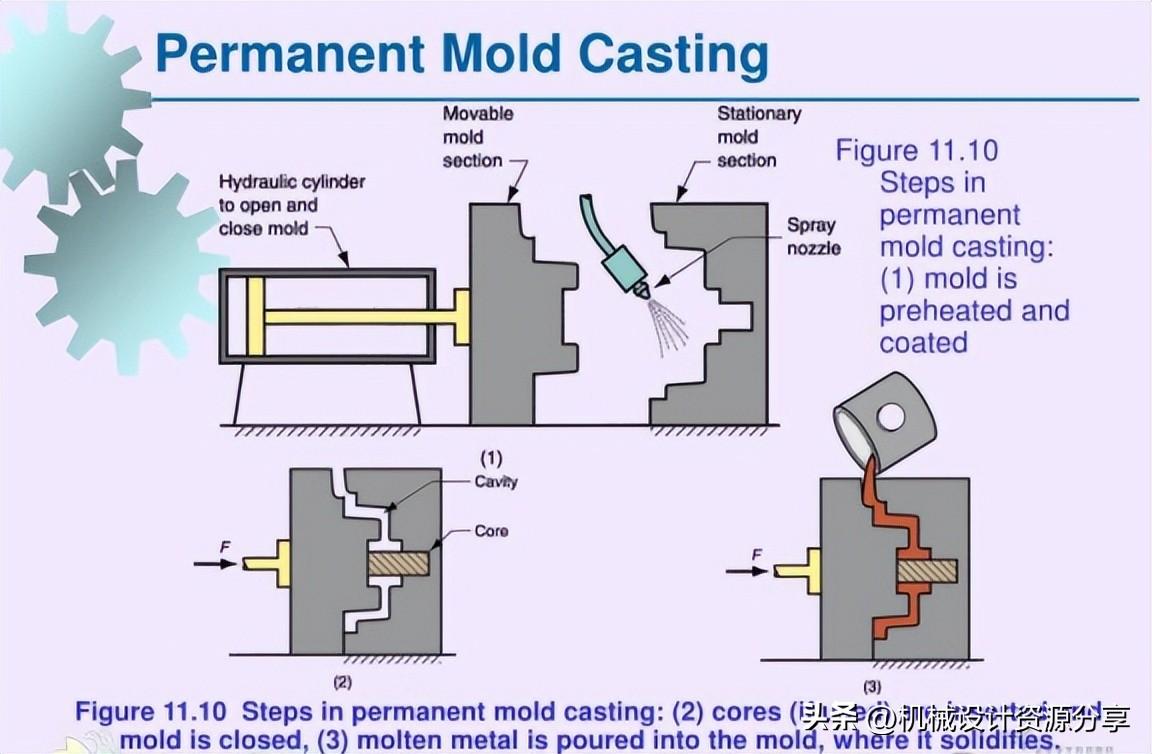
永久性铸模
顾名思义,永久性铸模使用可重复使用的模具,就像模具和离心铸造一样,并且在需要大量生产或复制的工作中具有多种应用。虽然它比其他形式的铸造更昂贵,但它是主要工业操作零件生产的理想选择。
(图片来源于互联网,如有侵权,联系删除)
与压铸一样,用于永久模铸的模具由两块高熔点金属制成,例如钢、石墨、青铜或铸铁。零件紧密配合在一起,顶部有一个开口供熔融金属进入。与压铸一样,当熔融金属冷却时,两部分分开以释放成品。
永久成型过程开始于加热模具以去除任何水分,并防止在插入熔融金属时因热膨胀而损坏模具。此外,预热有助于防止熔融金属在铸造过程中冷却。
将熔融金属引入模具有不同的方法,包括重力、压
力辅助、真空辅助和中空浇铸。采用重力法,只需将熔融金属倒入模具中。这是成本最低的方法。当模具需要精细的细节时,会使用低压将熔融金属压入模具。使用真空方法,从模具中除去空气,从而形成真空将熔融金属吸入模具中。低压和真空的使用适用于空间小、细节精细的零件。在搪塑法中,将熔融金属倒入模具中并使其在模具的外表面硬化。一旦表面材料凝固,中心剩余的熔融金属就会被倒掉,留下一个空心铸件。泥浆法用于制作空心巧克力复活节兔子。
离心铸造
离心铸造,也称为代-拉伏德工艺,使用旋转模具通过快速旋转模具产生的 G 力来生产一定长度的管道。这个概念是由法国工程师 Dimitri Sensaud deLavaud 发明的,作为一种更有效的生产铁管的方法。
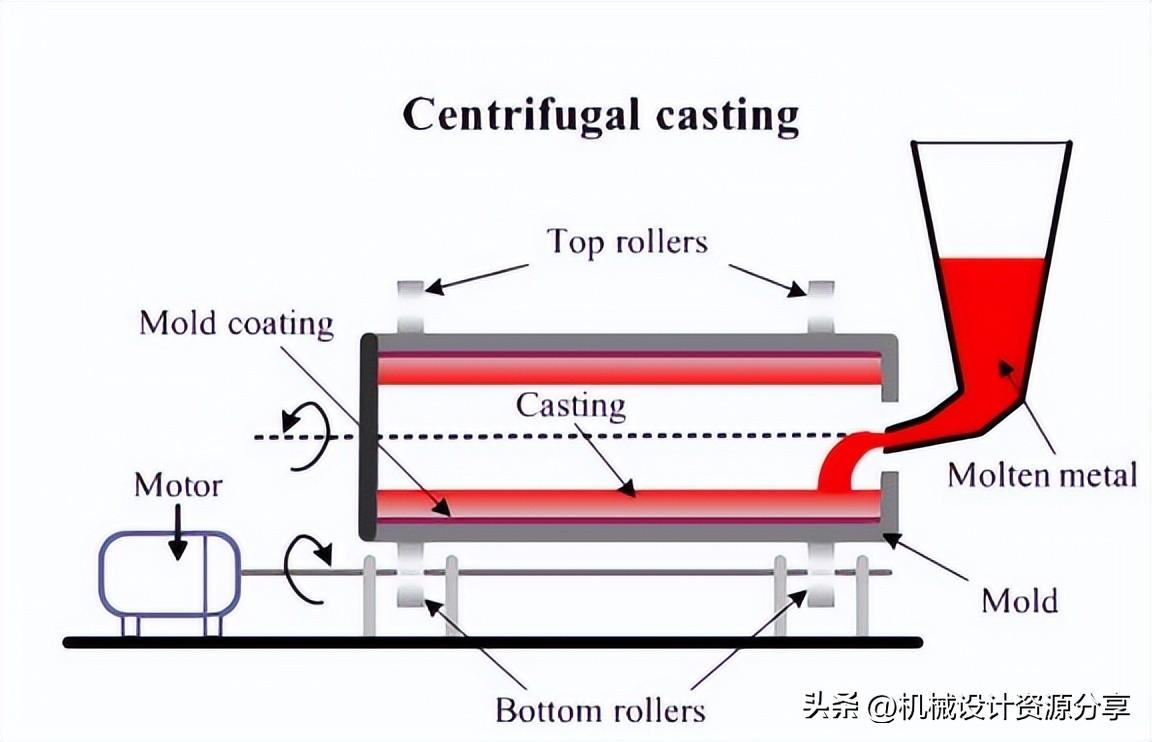
(图片来源于互联网,如有侵权,联系删除)
离心过程包括一个封闭在水或喷水夹套中的旋转钢模具。熔融金属由钢包通过槽注入铸件中,槽位于可移动的托架或平台上。当熔融金属进入铸件时,它会伸展到模具的整个长度。熔融金属首先被倒入一个钟罩中,从钟罩进入铸件并继续进入模具,直到整个长度都充满到插口端。离心运动迫使铁流向模具壁,在那里凝固成无缝管。接头由树脂涂层的砂芯形成,其尺寸适合模具,可防止熔融金属溢出。
增加模具的附着力,进行喷丸处理,以改善表面摩擦,提高模具的使用寿命。此外,喷丸有助于喷雾粘在模具壁上,从而更有效地去除铸件。在铸造过程中,模具可以垂直或水平旋转,具体取决于要生产的零件的配置,其中环形和圆柱零件垂直成型,管材水平成型。
该过程的离心力可去除密度较低的材料,例如杂质和“漂浮物”。凝固在旋压压力下发生,形成没有空腔或气穴的无缺陷部件。
除管道外,离心铸造还可用于制造飞轮、气缸套和轴对称零件。使用任何其他铸造方法无法通过离心工艺生产出高质量的气缸套和套筒阀。
压力铸造是离心铸造的一种形式,用于不能绕自身轴线旋转的不对称零件。该方法快速且具有成本效益,可用于生产具有严格公差的大批量零件。熔融金属合金在高压下被注入钢模,几乎立即凝固以被提取。这种方法可用于大齿圈和其他此类物品。
灰铁铸造/灰铁铸件

(图片来源于互联网,如有侵权,联系删除)
灰铸铁铸造涉及使用将铁水倒入模具腔中并使其硬化和凝固。在各种铸造方法中,铸铁是最古老的,几个世纪以来一直用于生产武器、炊具、工具和器皿。添加到铁中的合金类型决定了铸造的类型。灰铸铁类型之间的区别在于它们所含的碳量,这决定了它们的熔化温度、可焊性和可加工性。
灰铸铁铸造或灰铸铁铸造使用熔炼的灰铸铁,这是一种含有铁和碳的合金,并含有微量的磷、硫、硅和锰。灰铸铁铸件的材料具有石墨显微组织,这是铸铁件强度和抗冲击性的预测指标。
灰铸铁铸件生产的一个常见部分是使用热处理来改善铸件的机械性能并增加其导热性、强度、耐用性、可加工性和成本。成品灰口铸铁件经过各种精加工工艺,以达到要求的公差。
灰铸铁铸件的用途包括阀门、发动机缸体、制动鼓、泵壳和炊具。生产灰口铸铁件的方法包括消失模铸造、模具铸造和砂型铸造。
结语
了解各种铸造方法对于决定如何采用更合理、更有效的铸造方式去进行生产至关重要。每种不同的铸造方法都有其优、缺点。实际生产过程中主要考虑的因素是生产成本和要生产的零件的数量。
文章来源:今日头条
2024年广州国际铸造、压铸及锻压工业展览会即将于2024年3月4-6日在中国进出口商品交易会展馆B区举行;展会更多资讯,详情请登陆官网 https://fd-asia.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

领先铸造、压铸及锻压工业国际贸易平台
欢迎莅临广州国际铸造、压铸及锻压工业展览会!
主办单位官方微信

